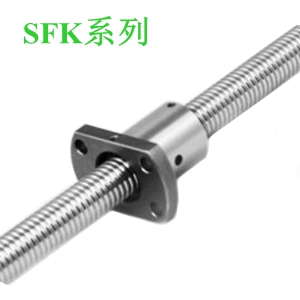



优势特点:台湾TBI高防尘丝杆SFSR2010,直径为20,导程为10mm,螺母对称安装孔的距离为47mm.TBI滚珠丝杆校直一般分冷校和热校两种,视工艺要求和坯料情况而定。
|
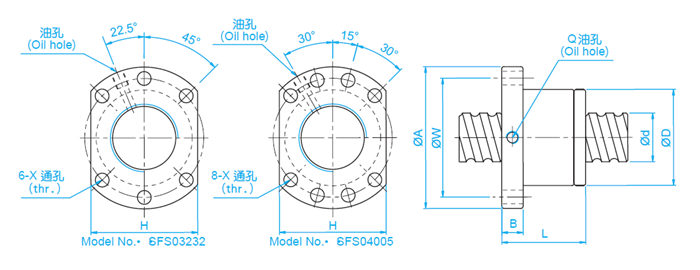
型号 |
轴 径 d |
导 程 I |
珠 径 Da |
螺帽尺寸 |
动额定 负荷 Ca |
静额定 负荷 Coa |
刚性 kgf/ μm |
||||||||||||||
| D | A | B | L | W | H | X | Q | n | |||||||||||||
| SFS02010-3.8 | 20 | 10 | 3.175 | 36 | 58 | 10 | 60 | 47 | 44 | 6.6 | M6 | 3.8x1 | 1516 | 3833 | 40 | ||||||
TBI滚珠丝杆SFSR2010校直
1.热校。通常在两种情况下采用热校直。一是在热处理后进行(丝杠一般进行调质处理),以消除粗加工和热处理中所产生的弯曲变形。其方法是在工作件热处理后,当工作件冷却到一定程度时,检查工件变形大小,如超过图样技术要求,需进行校直,一般在手压床上进行,校到工艺要求以内。这样校直,工件不易回弹,保证工作精加工之后的质量。另一种热校方法是在半精加工后进行,其方法是将半精加工后的工件校直后,在一定温度的油池内浸泡,使工件校直过程中的应力得到消除,工件内部组织稳定,精加工之后不易再变回去(恢复到校直前的状态),使工件精加工后的精度得以长期保持。此方法一般用于精度要求较高的丝杠。
2.冷校。冷校也存在以下两种情况:一是在粗车前丝杠毛坯料的校直,以保证粗车后车圆;一是螺纹粗车后,在半精车或精车螺纹前进行。其作用和热校直相同,保证加工顺利进行和提高丝杠加工后的几何精度。冷校直的方法有两种,通常采取的方法是在手压床上进行,毛坯料校直是在手压床工作台上垫两个等高的V形铁支承工件。半成品校直则用手压床的两优秀顶住丝杠的中心孔支承。这种方法是用百分表找到丝杠弯曲部分的高点,用压床的压头直接压高点(压半成品时中间需垫木板),使工件产生塑性变形,使变曲度控制在工艺要求范围内。这种方法校直的工件,在经过精加工或热处理后,工件有可能会反弹回去,即全部或部分恢复到校直前的状态,造成工件精加工后的精度丧失,影响产品质量五、切削方式的改变.
台湾TBI高防尘丝杆SFSR2010,直径为20,导程为100mm,螺母对称安装孔的距离为47mm.TBI滚珠丝杆校直一般分冷校和热校两种,视工艺要求和坯料情况而定。
上一篇:SFSR2005
下一篇:SFSR2020