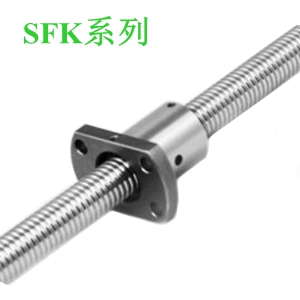



优势特点:台湾TBI滚珠丝杆花键RBLY02020,直径为20mm,螺杆螺母对称安装孔的距离为31mm,螺杆螺母对称安装孔的距离为45mm。TBI滚珠丝杆由螺杆、螺母、钢球、预压片、反向器、防尘器组成。由于TBI花键轴多齿工作,所以承载能力高,对中性、导向性不错,而其齿根较浅的特点可以使其应力集中小。
RBLY旋转式滚珠螺杆花键尺寸表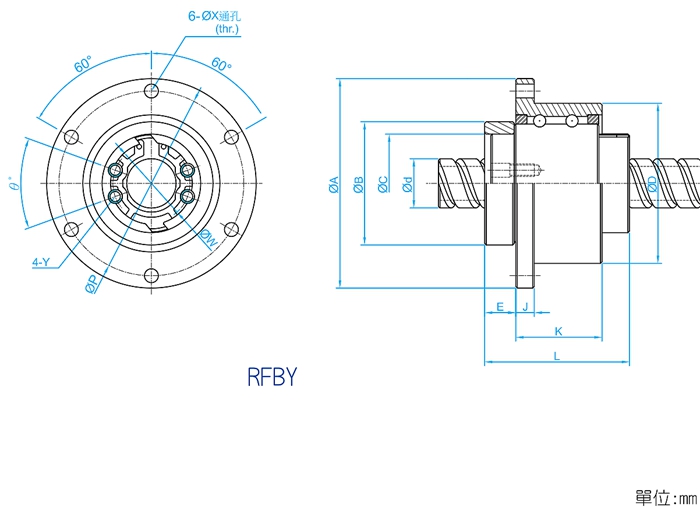
| 型号 |
轴 径 d |
导 程 I |
珠 径 Da |
珠 圈 数 |
支承轴承 额定负荷 |
螺帽尺寸 |
滚珠螺帽 额定负荷 |
||||||||||||||
|
Ca (kgf) |
Coa (kgf) |
D | A | B | L | C | E | J | K | P | X | W | Y | θ |
Ca (kgf) |
Coa (kgf) |
|||||
|
RBLY (RFBY) 02020 |
20 | 20 | 3.175 | 1.8x2 | 1066 | 2452 |
±0 62 -0.007 |
78 |
±0 50 -0.025 |
53.5 |
+0.025 39 ±0 |
11 | 7 | 34.5 | 70 | 4.5 | 31 | M5 | 40 | 1387 | 3515 |
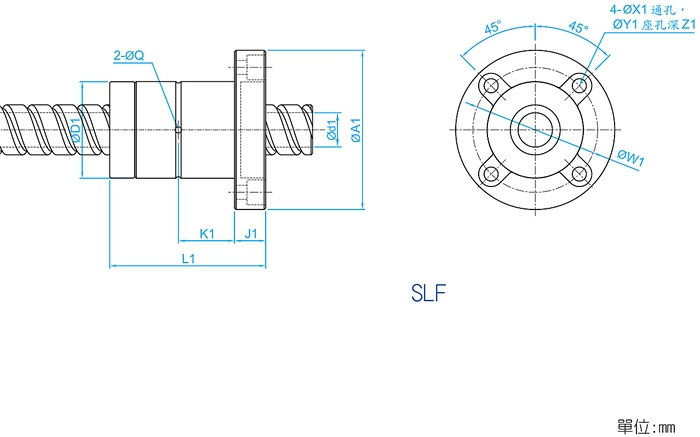
| 型号 |
轴 径 d |
通孔 直径 d1 |
滚 珠 列 |
花键轴承套尺寸 |
滚珠螺帽 额定负荷 |
||||||||||
| D1 | A1 | L1 | J1 | K1 | W1 | X1 | Y1 | Z1 | Q |
Ca (kgf) |
Coa (kgf) |
||||
|
RBLY (SLF) 02020 |
20 | 14 | 2 |
±0 35 -0.016 |
58 | 56 | 10 | 18 | 45 | 5.5 | 9.5 | 5.4 | 2 | 724 |
1109 |
TBI滚珠丝杆RBLY02020特点
1.高效率:TBI滚珠丝杆RBLY02020的丝杠轴与螺母之间以滚珠滚动方式实现滚动摩擦,与过去的滑动丝杠相比驱动扭矩降低到1/3以下,即达到同样运动结果所需的动力为使用滚动丝杠的1/3,进口TBI丝杠可以达到97%的传动效率。
2.预紧及高刚性:TBI滚珠丝杆可以加预压,由于预压力可使轴向间隙达到负值,进而得到较高的刚性(滚珠丝杠内通过给滚珠加预压力,在实际用于机械装置等时,由于滚珠的斥力可使丝母部的刚性增强),高寿命。
3.高寿命:TBI滚珠丝杆之螺母,丝杆硬度均达到HRC58-62,滚珠硬度达到HRC62-66,且他们之间是滚动摩擦,故TBI丝杠在设计适当的前提下可实现较高的疲劳寿命和精度寿命
4.高精度的保证:TBI滚珠丝杆在研削、组装、检查各工序的工厂环境方面,对温度·湿度进行了严格的控制,由于完善的品质管理体制使精度得以充分保证。精度公差:C10,C7,C5,C3,C2,C1--数字越小,精度越高。
5.可实现微量及高速进给:TBI滚珠丝杠不会产生如滑动螺旋中的蠕动现象,所以能实现正确的微量进给;只要进给脉冲足够小,TBI滚珠丝杆可实现亚微米级的微量进给。又因滚珠丝杆发热低,而且能制作大导程丝杆,所以能实现高速进给;在保证低于滚珠丝杆临界转速的前提下,大导程TBI滚珠丝杆可实现100m/min甚至更高的进给速度。
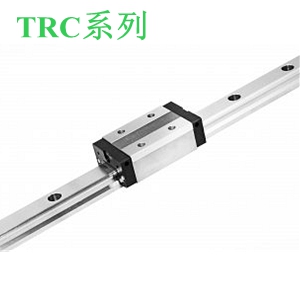
TBI滚珠花键RBLY02020加工方法 :花键轴的加工方法是有很多的。主要是采用滚切、铣削和磨削等切削加工方法,也可采用冷打、冷轧等塑性变形的加工方法。
1、滚切法:用TBI花键轴滚刀在花键轴铣床或滚齿机上按展成法加工, 这种方法生产率和精度均高,适用于批量生产。
2、铣削法:在万能铣床上用专门的成形铣刀直接铣出齿间轮廓,用分度头分齿逐齿铣削;若不用成形铣刀,也可用两把盘铣刀同时铣削一个齿的两侧, 逐齿铣好后再用一把盘铣刀对底径稍作修整。铣削法的生产率和精度都较低,主要用在单件小批生产中加工以外径定心的TBI滚珠花键轴和淬硬前的粗加工。
3、磨削法:用成形砂轮在花键轴磨床上磨削花键齿侧和底径,适用于加工淬硬的花键轴或精度要求更高的、特别是以内径定心的花键轴。4、冷打法:在专门的机床上进行。对称布置在工件圆周外侧的两个打头,随着工件的分度回转运动和轴向进给作恒定速比的高速旋转,工件每转过1齿,打头上的成形打轮对工件齿槽部锤击1次,在打轮高速、高能运动连续锤击下,工件表面产生塑性变形而成花键。冷打的精度介于铣削和磨削之间,效率比铣削约高5倍左右,冷打还可提高材料利用率
上一篇:RBLY01616
下一篇:RBLY02525